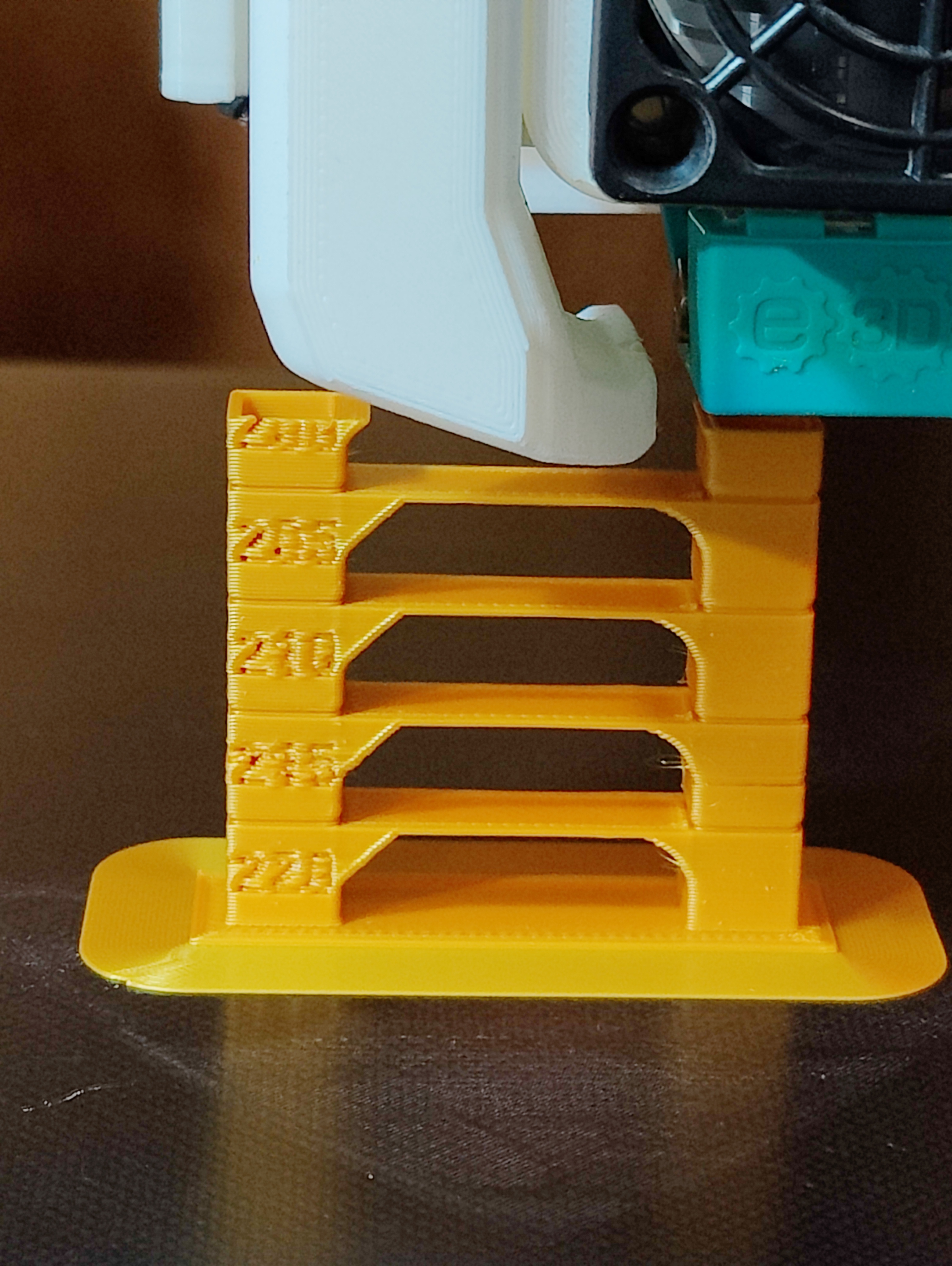
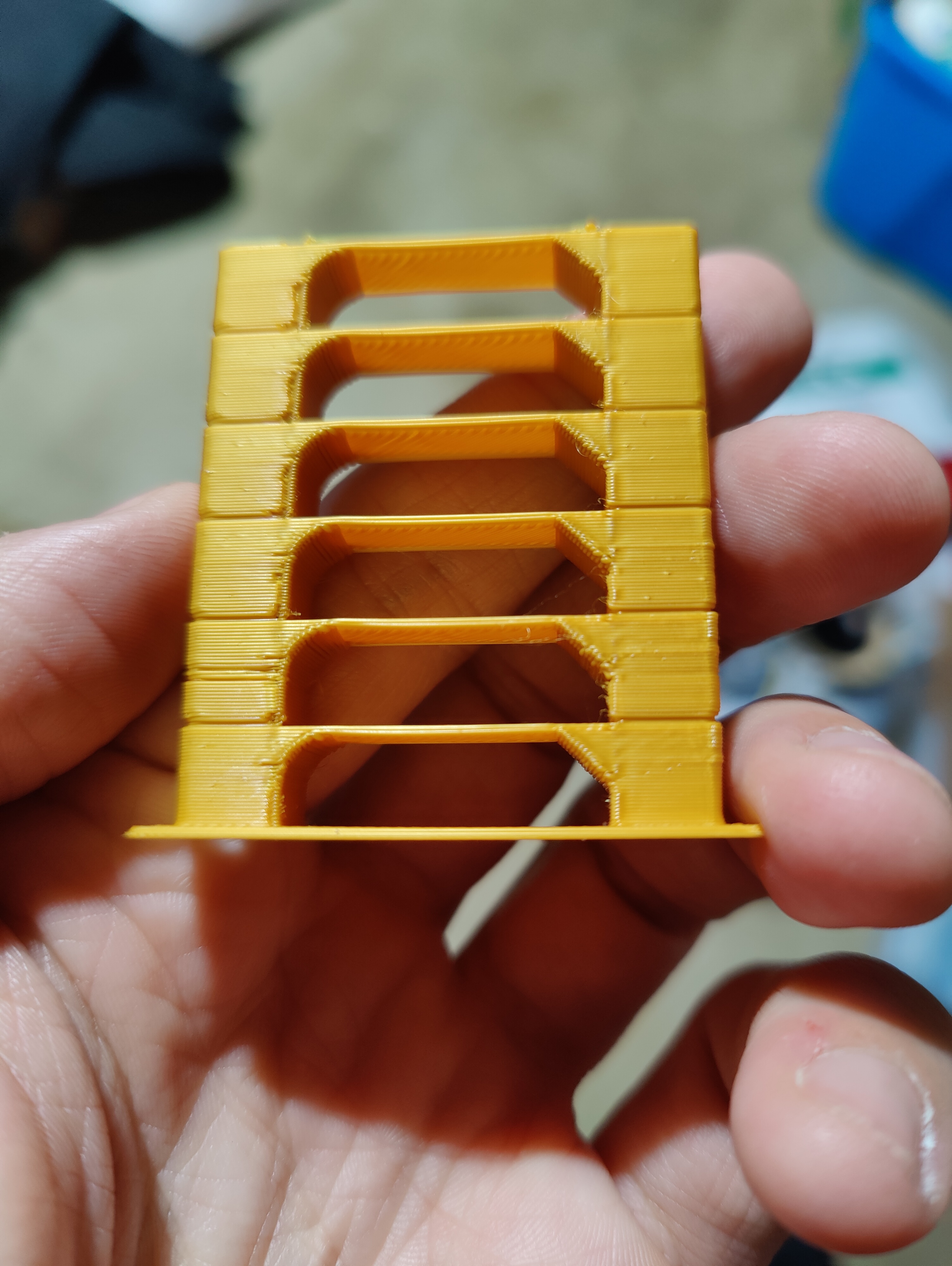
To be clear I know it's not well lol. I just wanted the community's thoughts on what I'm doing wrong. I'm using Overture Royal Gold on a modified CR-10v2 with a real V6. Model was sliced in cura with default low quality settings.
The filament I bought a few months ago but just broke it open yesterday. It's making some small popping noises every now and again but the seal didn't appear to be broken. It seems all right otherwise, if a little sticky on the roll. I had to move it out of my filament dryer to keep it from opening the lid because it was binding so much. That's what happened to the last tower, that failed mid print. Looks nice at least.